





Ligne de production de profilés en aluminium à rupture de pont thermique


Ligne de production de profilés en aluminium à rupture de pont thermique
- La description
- Demande
La description
Ligne de production de profilés en aluminium à rupture de pont thermique
Ligne de production de profilés en aluminium à rupture de pont thermique
La ligne de production de profilés en aluminium à rupture thermique est appliquée pour la production de profilés en aluminium à rupture thermique, y compris 4 ensembles de machines: machine à moleter, machine d'insertion/d'assemblage de bandes, machine à rouler et testeur de cisaillement.
Pourquoi un profilé en aluminium à rupture de pont thermique
Comme le profilé en aluminium à rupture de pont thermique présente les avantages suivants et il est largement utilisé dans les projets de fenêtres et de portes et de murs-rideaux
1 Effet d'économie d'énergie remarquable, l'économie d'énergie peut être 30-40%
2 excellentes performances d'isolation phonique, peut réduire le bruit 30-50Db.
3 superbes performances anti-givre et anti-buée, la fenêtre peut être propre et lumineuse
4 Haute résistance, la performance de résistance au vent peut être la norme de niveau n ° 1
5 Bonnes performances d'étanchéité à l'air et à l'eau, les deux sont la norme de niveau n ° 1
6 Principes de conception à trois chambres, structure à haute stabilité, excellentes propriétés mécaniques.
7 Technologie avancée d'alimentation en bandes, avec une structure raisonnable, combinaison ferme, bonnes caractéristiques de rigidité, l'effet d'isolation thermique est meilleur
8 Peut être anodisé, électrophorèse, enduit de poudre et enduit de fluorocarbone, variétés riches, bonne performance, effet d'économie d'énergie et d'isolation phonique idéal.
Fonction de machine de ligne de production de profilés en aluminium à rupture de pont thermique
Machine à moleter
Moleter l'encoche du profilé en aluminium, fabrication de dents pour l'insertion de bandes dans une seule pièce de profilé en aluminium.
L'étape de moletage est très importante, assurer l'état de surface mécanique des extrusions d'aluminium, améliorant la résistance au cisaillement et rendant les profilés en aluminium à barrière thermique stables et longue durée de vie.
Machine d'insertion/d'assemblage de bandes
Le travail principal consiste à insérer une bande de polyamide à barrière thermique dans l'encoche du profilé en aluminium, et deux morceaux de profilés en aluminium seront reliés par la bande de polyamide.
Machine de laminage
Adoption du contrôle de l'écran tactile PLC du micro-ordinateur, la machine à rouler fabrique des profilés en aluminium avec des bandes roulées, les bandes de profilés aluminium seront verrouillées et l'assemblage sera terminé.
Testeur
Tester la force de cisaillement des profilés aluminium à rupture de pont thermique (longueur 100mm) après roulage et assemblage, vérifier si la résistance est conforme à la norme et la valeur requise.
Caractéristiques de la ligne de production de profilés en aluminium à rupture de pont thermique
Haute efficacité, économie d'énergie, Faible consommation, et le rendement d'une seule machine ont été grandement améliorés par rapport à l'équipement importé actuel.
1. La machine de moletage et d'insertion/d'assemblage de bande peut être dans un même équipement, enregistrer un processus;
2. La conception spéciale de la roue de roulement de la machine à rouler garantit que les deux ensembles de profils sont composés et fiables;
3. Le capteur le plus précis est appliqué et le test est précis;
4. Utilisez un moteur fiable, Convertisseur de fréquence, réducteur et autres composants standard;
5. Le cadre auxiliaire est flexible et réglable, et l'ensemble de l'équipement est affiché numériquement;
6. C'est un équipement idéal pour le traitement de profilés à rupture de pont thermique de haute qualité.
Quelle est la différence entre l'alimentation en bande et le profilé en aluminium à rupture de pont thermique par injection?
Différence entre le profil en aluminium à rupture de pont thermique et le profil en aluminium à rupture de pont thermique par injection
La technologie d'isolation thermique du processus d'injection est originaire des États-Unis, dont la fonction est d'injecter un mélange similaire à de la cire à cacheter dans l'extrusion d'aluminium des fenêtres et des portes pour l'isolation thermique.
Le processus d'alimentation en bande permet d'assembler deux parties du profilé d'extrusion d'aluminium intérieur et du profilé d'extrusion d'aluminium extérieur afin d'éviter la conduction thermique et d'atteindre des objectifs d'économie d'énergie..
Le processus d'injection et le processus d'alimentation en bande du profilé en aluminium sont légers, haute résistance, bonne rigidité, isolation étanche et phonique scellée, longue durée de vie, T de ligne de production d'extrusion de profilés en aluminium.
Cela peut réduire considérablement les échanges thermiques, avoir une bonne performance d'isolation et obtenir une isolation économe en énergie et de bons effets de protection de l'environnement, qui est la tendance de développement des profilés en aluminium pour bâtiments économes en énergie et écologiques.
Voici quelques différences entre le profilé en aluminium à rupture de pont thermique par injection et les profilés en aluminium à rupture de pont thermique à alimentation en bande.:
1. Comparaison du processus d'injection et du processus d'alimentation en bandes
Le processus d'injection consiste à rendre le profil d'extrusion d'aluminium fini en surface un mouvement linéaire par le train de roulement..
Lorsque la rainure d'isolation thermique du profilé en aluminium passe par le bas de la tête de la machine à injection, les matériaux isolants liquides s'écouleront dans des rainures calorifuges, après quelques temps de solidification, puis coupez le pont.
Processus d'alimentation en bande
Le profil en aluminium à rupture de pont thermique d'alimentation en bande a un moletage, alimentation en bande et laminage en trois étapes.
Le moletage: pour moleter l'encoche de l'extrusion d'aluminium par un engrenage à roulement dur, faire des dents dans les deux profilés en aluminium
Alimentation en bande: bande d'alimentation dans les profilés en aluminium, faire emboîter les profilés en aluminium extérieurs et intérieurs pour le processus de laminage suivant. Un ensemble de chargeur de bande est ok
Roulant: Avoir guide et pré-serrage, serrage et renforcement (sens vertical et horizontal) processus, la machine de formage par laminage fabrique les profilés en aluminium avec barrière thermique roulés, ayant la fonction composée.
Le laminage est le facteur clé pour savoir si le produit est conforme aux normes, réglage de l'alarme haute pression et de l'alarme basse pression.
2 Différents matériaux d'isolation thermique
Le matériau calorifuge du processus d’injection est à base de colle isolante polyuréthane.
Pour la composition, Quel est le coût de vos machines à scories d'aluminium, il est composé de composants de résine et d'isocyanate.
Il est classé en catégories nationales et étrangères.
Le matériel d'injection étranger représentatif est US Azon, le matériel vient des états-unis ou de corée.
Le matériel d'injection domestique typique est à Dali.
Le matériau calorifuge du processus d’alimentation en bande est la barrière isolante.
Maintenant, la bande d'isolation thermique standard est en polyamide66 (communément appelé NYLON66).
Afin d'obtenir l'aspect de surface et la précision, c'est une caractéristique commune pour la bande isolante étrangère qui est produite avec du nylon PA66 et de la fibre de verre fine.
Étant donné que la fibre de verre superfine est utilisée dans la production, donc la résistance à la traction n'est que de 60N/mm et le prix est très cher.
3. Équipement de production
Le processus d’injection est une technologie où la machine et la colle isolante sont indissociables, donc le fournisseur d'équipement et le fournisseur de colle isolante sont les mêmes.
L'équipement importé typique est l'US Azon, le coût de l'équipement est plus cher.
Pour l'équipement domestique, faire les changements majeurs basés sur la même fonction et le coût est plus compétitif sur le marché.
L'équipement d'alimentation en bande peut être un équipement importé et un équipement de fabrication nationale, le matériel importé vient d'Allemagne ou de Suisse, la machine de fabrication nationale peut être proposée par de nombreux fabricants et il existe de nombreux choix pour les clients.
Toute la ligne comprend une machine à moleter, chargeur de bande, machine à rouler et testeur.
4 Profilés d'extrusion d'aluminium à barrière thermique
Le processus d'injection brise thermiquement le profilé en aluminium, car il est extrudé une fois, minimum les défauts de processus, injecter du polyuréthane une fois dans la rainure d'isolation des profilés en aluminium, et moleter pour former un pont isolant en polyuréthane.
Comme le polyuréthane a une haute adhésivité, le pont thermique et les profilés en aluminium seront complètement entiers, de sorte que le profilé en aluminium peut obtenir une résistance élevée.
Profilé en aluminium à rupture de pont thermique pour alimentation en bandes, deux morceaux de profilés d'extrusion d'aluminium, introduire la bande isolante dans la rainure des profilés en aluminium, puis processus de roulement.
Le profil doit être moleté, alimentation et laminage et test de la bande.
Après ça, l'ensemble du processus est terminé et le profil en aluminium à rupture de pont thermique d'alimentation en bande est largement utilisé dans les fenêtres et les portes, projets de murs-rideaux.
5 Coût du profil en aluminium à rupture de pont thermique
Comme le prix du profilé en aluminium est le même, le prix de la bande isolante PVC et de la bande isolante PA66 est différent, la colle polyuréthane injectée est différente aussi.
Ainsi, le coût du profil en aluminium à rupture de pont thermique du processus d'injection et le coût du profil en aluminium à rupture de pont thermique d'alimentation en bande seront un peu différents et nous pouvons analyser le coût en fonction des profils spécifiques..
Voici les différences générales entre les profilés en aluminium à rupture de pont thermique et à alimentation en bande..
Comment réaliser un profilé en aluminium à barrière thermique
Comment réaliser un profilé en aluminium à barrière thermique
Vous vous demandez peut-être comment fabriquer le profilé en aluminium à barrière thermique dans l'usine d'extrusion.
Nous montrons ici l'histoire qui se cache derrière et les étapes de ce produit brillant..
Comment réaliser un profilé en aluminium à barrière thermique?
Tout ce dont vous avez besoin, ce sont des profilés en aluminium, une ligne de production de profilés aluminium à rupture de pont thermique et une bande polyamide.
Ici, le profil en aluminium à barrière thermique est un profil d'isolation thermique avec méthode d'alimentation en bande., profilé en aluminium à barrière thermique sans injection.
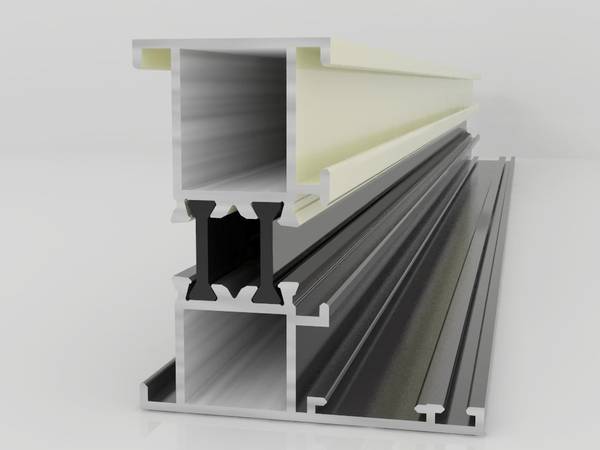
Qu'est-ce que le profilé en aluminium à barrière thermique?
Deux morceaux de profilés en aluminium sont reliés par une bande de polyamide.
L'aluminium peut transférer la chaleur ou le froid très facilement, sa conductivité thermique est élevée.
Mais la conductivité thermique de la bande de polyamide est très faible, et peut ensuite bloquer le transfert de chaleur ou de froid à travers l'aluminium.
La matière première des bandes de polyamide est le nylon et la fibre de verre.
Machine d'assemblage de profilés en aluminium à rupture de pont thermique
La machine d'assemblage de profilés en aluminium à rupture de pont thermique est utilisée pour produire des profilés en aluminium à barrière thermique, comprenant quatre ensembles de machines: machine à moleter, machine d'insertion/d'assemblage de bandes, machine à rouler et testeur de cisaillement.
Processus de production de profilés en aluminium à barrière thermique
Le processus de production des profilés en aluminium à barrière thermique est le suivant:
Charger des profilés en aluminium sur la plate-forme de travail → collage du film → moletage → alimentation en bande → roulage → ou introduire de la mousse de polyuréthane dans la chambre d'isolation → emballage
1 Le premier processus
Tester la qualité de surface et la tolérance dimensionnelle des profilés en aluminium, les profilés en aluminium intérieurs et extérieurs peuvent être anodisés ou recouverts d'un revêtement en poudre électrostatique, peut aussi être d'une couleur différente.
Grâce à la connexion du pont thermique, les profilés en aluminium intérieur et extérieur de deux couleurs pour fenêtres et portes peuvent être obtenus.
2 Le deuxième processus
Coller un film protecteur. La fonction principale est de protéger la qualité de surface du profilé en aluminium lors du traitement et du déplacement.
3 Le moletage
C'est le processus clé, réaliser deux parois intérieures en profilés d'aluminium laminés pour dents dentelées.
Insérez la bande dans le canal des dents des profilés en aluminium, composez-les ensemble.
La profondeur du canal des dents n'est pas spécifiée sur le marché intérieur.
Mais dans la norme industrielle pour la norme en alliage d'aluminium à rupture de pont thermique des bâtiments GB/T, il existe une spécification pour la résistance à la traction et la résistance au cisaillement.
4 Processus d'alimentation et de laminage des bandes
L'alimentation en bande consiste à introduire la bande EPDM dans le canal des dents du profilé en aluminium.
Puis à travers le laminoir, fabriquer les profilés d'extrusion d'aluminium et le monomère d'éthylène-propylène-diène ou d'autres matériaux enroulés ensemble
5 Essai de cisaillement
Le profilé en aluminium à barrière thermique doit répondre aux exigences de GB/T5237-2017, Les profilés en aluminium à barrière thermique doivent également être testés pour leur résistance au cisaillement conventionnelle, leur résistance à la traction transversale et leur élasticité combinée..
Prendre (100±1)Profilés composites en aluminium thermo-isolants de 2,5 mm de long, conservez-le pendant deux jours à (23±2)℃ et humidité de 45 % ~ 55 %, et utilisez le testeur de résistance au cisaillement pour pousser uniformément la force vers la section du profilé en aluminium., la vitesse d'alimentation est de 1 ~ 5 mm/min, enregistrer la charge appliquée et la déformation de cisaillement correspondante.
6 Emballage
Il peut être emballé dans un sac en plastique ou emballé dans du papier..
La fonction principale est d'éviter les dommages et les rayures lors du transport et du traitement..
Caractéristiques de la machine de fabrication de profilés en aluminium à barrière thermique Brightstar
Haute efficacité, économie d'énergie et consommation d'énergie réduite, rendement élevé
Le moletage et l'alimentation en bandes peuvent être effectués dans un seul ensemble de machines.
L'ensemble de l'équipement peut fabriquer deux groupes de profilés d'extrusion d'aluminium combinés par 2 ensembles de moleteuses.
Une conception spéciale pour le rouleau de la machine de formage à rouleaux peut assurer la combinaison stable de 2 pièces profilés en aluminium.
Adopter le capteur le plus précis, le test avec précision
Utilisation du moteur de qualité fiable, composants standard du convertisseur et du réducteur de fréquence
Châssis auxiliaire flexible et réglable, affichage numérique
La qualité stable, performances fiables, faire que les pièces seront polies grâce à la rotation de la roue de polissage entraînée par le moteur, c'est un équipement idéal pour les profilés en aluminium d'isolation thermique.
Comment réaliser un profilé en aluminium à barrière thermique?
Suivez nos étapes et c'est si simple!
Charger des profilés en aluminium sur la plate-forme de travail → collage du film → moletage → alimentation en bande → laminage → test → emballage.
Contactez-nous maintenant pour obtenir un devis sans engagement pour la production de profilés en aluminium à rupture de pont thermique!












