Linie de turnare și laminare continuă cu tije din aluminiu


Linie de turnare și laminare continuă cu tije din aluminiu
- Mașină automată de degazare a rafinarii aluminiului topit
- Mașină automată de degazare a rafinarii aluminiului topit
Mașină automată de degazare a rafinarii aluminiului topit
Linie de turnare și laminare continuă cu tije din aluminiu
Linie continuă de turnare și laminare tijă din aluminiu sau linie continuă de turnare și rulare tijă din aliaj de aluminiu
Ce este linia de turnare și rulare continuă a tijei de aluminiu?
O linie de turnare și laminare continuă a tijei de aluminiu este practic o mașină uriașă care transformă aluminiul topit în tije de aluminiu utilizate pentru fire și cabluri electrice.
Iată o defalcare a procesului:
Topire și menținere: Primul, aluminiul topit este creat într-un cuptor de topire. Apoi, este transferat într-un cuptor de păstrare unde temperatura este menținută cu grijă.
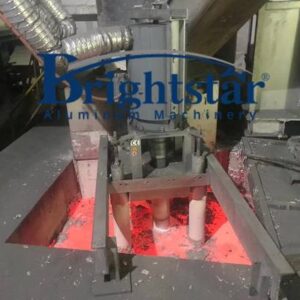
Turnare continuă: Aluminiul este turnat într-o mașină de turnare continuă. Această mașină modelează aluminiul lichid într-un lung, bară continuă. Roțile speciale ajută la solidificarea și modelarea barei de aluminiu pe măsură ce se răcește.
Rulare: Bara este apoi introdusă într-un laminor. Această moară este formată din mai multe seturi de role care stoarce progresiv bara, reducându-i diametrul şi mărindu-i lungimea.
Răcire și bobinare: Tija de aluminiu este apoi răcită și înfășurată pe bobine (numite tije de preluare)
Iată câteva beneficii cheie ale acestui proces:
Eficienţă: Acest proces continuu este foarte eficient, cu deșeuri minime.
Rata de producție: Cantități mari de tijă de aluminiu pot fi produse rapid.
Calitatea produsului: Turnarea și rularea continuă ajută la producerea tijelor de aluminiu de înaltă calitate, cu proprietăți consistente.
Aplicațiile tipice ale tijelor de aluminiu produse prin acest proces includ:
Cabluri de alimentare
Sârmă de construcție
Conductori electrici

Tijă din aluminiu Turnare și laminare continuă(CCR) Linia Parametru tehnic:
| Mașină automată de degazare a rafinarii aluminiului topit | Parametru tehnic |
| Tip rulant | Trei role de tip Y |
| Diametrul tijei finite | Φ9,5±0,2 mm, Φ12±0,2mm |
| Viteza liniei | 6.2Domnișoară |
| Tip de tijă finisat |
A2, A4,A6,A8, 1350EC 8030, 8176 Tijă din aliaj de aluminiu |
| Capacitate | 4-4.5t/h |
Echipamentul adoptă o nouă mașină de turnare continuă cu patru roți și un proces continuu de turnare și laminare pentru a produce tije rotunde conductoare de aluminiu.
Diametrele tijei sunt Φ15, Φ12,5 și Φ9,5 mm.
Producția de tije de aluminiu Φ9.5mm este 15 standuri de rulare, producția de tije de aluminiu Φ12.5mm este 13 standuri de rulare, iar producția de tije de aluminiu Φ15mm este 11 standuri de rulare.
Laminorul continuu are funcții active de alimentare și oprire a stivuirii tijei.
Un dispozitiv de uscare este instalat la ieșirea conductei de preluare pentru a îndepărta umezeala de pe suprafața tijei de aluminiu și a asigura exportul fără probleme a tijei de aluminiu.
Tubul de ghidare arc adoptă o structură de ghidare cu role pentru a reduce zgârieturile de suprafață pe tija de aluminiu.
Metoda de înfășurare a tijei este de tip swing centrifugal, care permite predeformarea tijei de aluminiu înainte de a intra în cadrul de preluare.
Este echipat cu un dispozitiv de deplasare a caruciorului astfel incat tija sa nu fie deranjata la schimbarea bobinei, astfel încât să se asigure că dispozitivul de formare a bobinei duble continuu poate prelua linia.
Proces simplu
Materii prime → cuptor de topire vertical( 5T/h) →Furnalele de sustinere cu doua camere (2*8T) →Mașină de turnare continuă a tijei de aluminiu→Unitate de tracțiune frontală→Mașină de forfecare cu rulare→Dispozitiv de alimentare→Laminare continuă→Dispozitiv de tragere a tijei→bobinator dublu cu cărucior cu coș dublu→tijă din aluminiu pur sau aliaj de 9,5 mm sau 12 mm sau 15 mm
Parametrii tehnici detaliați ai fiecărei mașini
| NU. | DESCRIERE | PARAMETRU |
| Noua masina de turnare continua cu patru roti | ||
| 1 | Diametrul roții de cristal | φ1500mm |
| 2 | Zona de lingouri de aluminiu | 2380mm² |
| 3 | Viteza roții de cristalizare | 1.66-3.3rpm |
| 4 | Temperatura apei de răcire | 15-45℃ |
| 5 | Volumul apei de răcire | 100m3/h |
| 6 | Presiunea apei de răcire | 0.3-0.5Mpa |
| 7 | Cerințe de apă de răcire: | ph7-8 |
| Unitate de tracțiune față | ||
| 1 | Cutie de reducere | 1 set |
| 2 | Cutie de transmisie | 1 set |
| 3 | Cilindru | 1 set |
| 4 | Baza | 1 set |
| Masina de tuns cu rulare | ||
| 1 | Baza mașinii de foarfecă de rulare | 1 set |
| 2 | Cutie de transmisie | 1 set |
| 3 | Impingator hidraulic de frana | 1 set |
| 4 | Lame de forfecare rulante | 4 bucăți |
| Laminor continuu | ||
| 1 | Diametrul tijei | ¢9,5, ¢12, ¢15 |
| 2 | Ieșire | 4.2—4,5t/h |
| 3 | Numărul de standuri de rulare | 15 |
| 4 | Puterea motorului principal | 250kw (dc) |
| Bobinator dublu | ||
| 1 | Diametrul tijei | ¢9,5, ¢12 |
| 2 | Diametrul cercului tijei | ¢2000×¢1400mm |
| 3 | Dimensiunea coșului cu tije | ¢2100×H1400mm |
| 4 | Greutatea pachetului de tije | 1.5—2,5T |

Scurtă introducere a liniei de turnare și laminare continuă a tijei de aluminiu
O linie de turnare și laminare continuă a tijelor de aluminiu este un sistem de producție integrat utilizat pentru a produce tije de aluminiu în mod eficient și continuu.
Acest proces combină tehnicile de turnare continuă și laminare pentru a transforma aluminiul topit în tije solide de diferite diametre..
În etapa de turnare continuă, aluminiul topit este turnat într-o matriță răcită cu apă, unde se solidifică într-o formă de tijă continuă pe măsură ce se deplasează prin matriță.
Acest lucru permite producția neîntreruptă de lungimi lungi de tijă de aluminiu.
În urma turnării, tija solidificată suferă o serie de treceri de laminare în laminor.
Aceste treceri de rulare reduc diametrul tijei imbunatatind in acelasi timp proprietatile mecanice si finisarea suprafetei.
Procesul de rulare asigură un control precis asupra dimensiunilor și calității tijei.
Linia continuă de turnare și laminare este proiectată pentru o eficiență și productivitate ridicate, permițând producătorilor să producă tije de aluminiu de calitate constantă și în volume mari.
Este folosit în mod obișnuit în industrii precum construcții, transmisie electrica, și fabricație, unde tijele de aluminiu sunt componente esențiale în diverse aplicații.

Care este procesul de producție al liniei de turnare și laminare continuă a tijei de aluminiu?
Procesul de producție al unei linii de turnare și laminare continuă a tijei de aluminiu implică mai multe etape, fiecare proiectat pentru a transforma eficient aluminiul topit în tije solide de diferite diametre.
Iată o prezentare generală a procesului tipic de producție:
Topire și menținere: Procesul începe cu topirea aluminiului într-un cuptor.
Diferite aliaje de aluminiu pot fi topite pentru a satisface cerințele specifice ale clienților.
Aluminiul topit este menținut la o temperatură controlată pentru a asigura consistența și calitatea.
Turnare continuă: Aluminiul topit este transferat la o mașină de turnare continuă.
În interiorul mașinii, aluminiul curge printr-o duză refractară într-o matriță de grafit răcită cu apă.
Pe măsură ce aluminiul trece prin matriță, se solidifică într-o formă de tijă continuă.
Viteza de turnare și vitezele de răcire sunt controlate cu atenție pentru a obține diametrul dorit și proprietățile mecanice ale tijei.
Retragerea turnării și dimensionarea: După solidificare, tija de aluminiu nou formată iese din mașina de turnare.
Poate trece printr-o serie de role sau ghidaje pentru a asigura alinierea și dimensionarea corespunzătoare.
Echipamentul de dimensionare poate fi de asemenea utilizat pentru a atinge diametrul dorit al tijei.
Rulare continuă: Tija solidificată intră apoi într-un laminor, unde suferă o serie de treceri de rulare.
Aceste treceri de laminare reduc treptat diametrul tijei imbunatatind si proprietatile mecanice si finisajul suprafetei..
Procesul de laminare poate implica mai multe suporturi de role, fiecare aplicând reduceri incrementale de diametru.
Bobinare și finisare: Odată atins diametrul dorit, tija de aluminiu este încolăcită pe bobine sau role pentru ușurință în manipulare și transport.
În funcție de cerințele clientului, tija poate suferi procese suplimentare, cum ar fi tratarea suprafeței, inspecţie, sau ambalare înainte de a fi expediate.
Pe tot parcursul procesului de producție, sunt implementate diverse măsuri de control al calității pentru a se asigura că tijele de aluminiu îndeplinesc standardele specificate pentru diametru, proprietăți mecanice, și finisarea suprafeței.
Acestea pot include sisteme de monitorizare în linie, inspecții vizuale, și prelevarea de probe pentru teste de laborator.
Prin combinarea operațiunilor continue de turnare și laminare într-o singură linie integrată, producătorii pot atinge o eficiență ridicată, productivitate, și controlul calității în producția de tije de aluminiu.

Care sunt caracteristicile și avantajele liniei de turnare și laminare continuă a tijei de aluminiu?
Liniile de turnare și laminare continuă a tijelor de aluminiu oferă mai multe caracteristici și avantaje care le fac alegerile preferate pentru producția de tije de aluminiu:
Eficiență ridicată: Aceste linii funcționează continuu, permițând o producție neîntreruptă cu timp de nefuncționare minim între loturi.
Acest nivel ridicat de eficiență are ca rezultat creșterea productivității și reducerea costurilor de producție.
Proces integrat: Integrarea operațiunilor continue de turnare și laminare într-o singură linie eficientizează procesul de producție.
Acest lucru elimină necesitatea unor etape intermediare, cum ar fi turnarea lingoului, reîncălzire, și laminare la cald, reducerea manipularii materialelor si a consumului de energie.
Ieșire personalizabilă: Liniile de turnare și laminare continuă a tijelor de aluminiu pot produce tije cu o gamă largă de diametre și lungimi pentru a îndeplini diverse specificații ale clienților.
Parametrii procesului pot fi ajustați cu ușurință pentru a se potrivi cu diferite compoziții de aliaje și dimensiuni de tijă.
Calitate Consecventă: Natura continuă a procesului de producție asigură o calitate constantă a produsului de la lot la lot.
Controlul precis asupra parametrilor de turnare și laminare permite toleranțe strânse ale diametrului, proprietăți mecanice, și finisarea suprafeței tijelor.
Eficienta energetica: Aceste linii sunt proiectate cu caracteristici eficiente din punct de vedere energetic, cum ar fi matrițe răcite cu apă, sisteme de incalzire optimizate, și reciclarea căldurii de proces.
Acest lucru ajută la minimizarea consumului de energie și la reducerea impactului asupra mediului.
Reducerea deșeurilor de materiale: Prin producerea de tije de aluminiu direct din aluminiu topit, fără a fi nevoie de lingouri intermediare, procesul generează mai puține deșeuri materiale.
Acest lucru are ca rezultat economii de costuri și un proces de producție mai durabil.
Versatilitate: Liniile de turnare și laminare continuă din tijă de aluminiu sunt versatile și pot fi adaptate pentru a produce o varietate de produse din tijă de aluminiu pentru diferite aplicații.
Sunt utilizate în mod obișnuit în industrii precum transmisia electrică, constructie, și fabricație.
Per total, caracteristicile și avantajele liniilor de turnare și laminare continuă a tijei de aluminiu le fac eficiente, rentabil, și soluții fiabile pentru producția de tije de aluminiu de înaltă calitate.

Scurta istorie a turnării continue a tijei de aluminiu și a dezvoltării liniei de laminare
Dezvoltarea liniilor de turnare și laminare continuă a tijei de aluminiu își are rădăcinile la mijlocul secolului al XX-lea, odată cu progresul tehnologiei de turnare continuă..
Iată o scurtă prezentare a evoluției sale istorice:
Turnare continuă timpurie: Tehnologie de turnare continuă, care presupune solidificarea continuă a metalului topit într-un semifabricat, a apărut în industria siderurgică în anii 1950.
Iniţial, a fost folosit în principal pentru producția de oțel.
Introducerea turnării continue a aluminiului: În anii 1960 și 1970, tehnologia de turnare continuă a început să fie adaptată pentru producția de aluminiu.
Acest lucru a permis turnarea continuă a țaglelor și plăcilor de aluminiu, care au fost ulterior prelucrate în diverse produse.
Integrare cu laminoare: În următoarele decenii, progresele în tehnologia de turnare continuă au condus la integrarea turnării continue cu laminoare.
Această integrare a permis producția continuă de tije de aluminiu direct din aluminiu topit, eliminând necesitatea unor etape intermediare precum turnarea lingourilor.
Rafinare și optimizare: Pe parcursul ultimei jumătăți a secolului al XX-lea și în secolul al XXI-lea, liniile de turnare și laminare continuă pentru aluminiu au suferit o rafinare și optimizare continuă.
Îmbunătățiri în controlul procesului, proiectarea echipamentelor, și manipularea materialelor au sporit și mai mult productivitatea, calitate, si eficienta.
Adoptarea industriei: Liniile de turnare și laminare continuă a tijei de aluminiu au câștigat o adoptare pe scară largă în industriile care necesită tije de aluminiu, precum transmisia electrică, constructie, și fabricație.
Capacitatea lor de a produce lansete de înaltă calitate în mod eficient și continuu le-a făcut indispensabile în diverse aplicații.
Progrese tehnologice: În ultimii ani s-au înregistrat progrese continue în domeniul automatizării, analiza datelor, și sustenabilitatea în liniile de turnare și laminare continuă a tijei de aluminiu.
Aceste progrese urmăresc să îmbunătățească în continuare productivitatea, reduce consumul de energie, și minimizați impactul asupra mediului.
Per total, dezvoltarea liniilor de turnare și laminare continuă a tijei de aluminiu reprezintă o evoluție semnificativă în tehnologia de prelucrare a aluminiului, permițând producția eficientă de tije de aluminiu de înaltă calitate pentru a satisface cerințele industriilor moderne.

Principiul de bază al liniei de turnare și laminare continuă a tijei de aluminiu
Principiul de bază al unei linii de turnare și laminare continuă a tijei de aluminiu constă în abordarea sa integrată de a transforma aluminiul topit în tije solide într-un mod continuu., mod eficient.
Iată cum funcționează:
Turnare continuă: Procesul începe cu topirea aluminiului într-un cuptor.
Aluminiul topit este apoi alimentat într-o mașină de turnare continuă, de obicei printr-o duză refractară.
În interiorul mașinii de turnare, aluminiul topit curge într-o matriță de grafit răcită cu apă.
Pe măsură ce se deplasează prin matriță, aluminiul se solidifică într-o formă de tijă continuă.
Viteza de turnare și vitezele de răcire sunt controlate cu atenție pentru a asigura solidificarea și calitatea corespunzătoare a tijei.
Retragerea turnării și dimensionarea: După solidificare, tija de aluminiu nou formată iese din mașina de turnare.
Poate trece printr-o serie de role sau ghidaje pentru a asigura alinierea și dimensionarea corespunzătoare.
Echipamentul de dimensionare poate fi de asemenea utilizat pentru a atinge diametrul dorit al tijei.
Rulare continuă: Tija solidificată intră apoi într-un laminor, unde suferă o serie de treceri de rulare.
Aceste treceri de laminare reduc treptat diametrul tijei imbunatatind si proprietatile mecanice si finisajul suprafetei..
Procesul de laminare poate implica mai multe suporturi de role, fiecare aplicând reduceri incrementale de diametru.
Bobinare și finisare: Odată atins diametrul dorit, tija de aluminiu este încolăcită pe bobine sau role pentru ușurință în manipulare și transport.
În funcție de cerințele clientului, tija poate suferi procese suplimentare, cum ar fi tratarea suprafeței, inspecţie, sau ambalare înainte de a fi expediate.

Principiul de bază care stă la baza acestui proces este natura continuă și integrată a operațiunilor de turnare și laminare.
Combinând acești pași într-o singură linie, producătorii pot atinge o eficiență ridicată, productivitate, și controlul calității în producția de tije de aluminiu.
În plus, natura continuă a procesului permite o producție neîntreruptă, rezultând economii de costuri și rezultate consistente.
Linia de turnare și laminare continuă a tijei de aluminiu funcționează pe două principii cheie:
Solidificare continuă: Aluminiul topit nu se solidifică dintr-o dată. Această linie folosește această proprietate.
Metalul topit este alimentat continuu într-o mașină de turnare unde este modelat într-o bară.
Designul permite răcirea controlată pe măsură ce bara se mișcă prin mașină, determinând solidificarea progresivă a aluminiului.
Călirea prin muncă: Laminoarele folosesc mai multe seturi de role pentru a reduce progresiv aria secțiunii transversale a barei de aluminiu.
Pe măsură ce diametrul devine mai mic, lungimea crește pentru a menține același volum de material.
Acest proces, numită călire prin muncă, întărește tija de aluminiu.
Iată o defalcare a acestor principii în acțiune:
Turnare continuă: Aluminiul topit este turnat într-o matriță în mașina de turnare.
Pe măsură ce se mișcă prin mașină, sistemele de răcire cu apă amplasate strategic solidifică treptat metalul.
Roțile speciale ajută la modelarea și menținerea formei dorite a barei în timpul solidificării.
Rulare: Bara de aluminiu solidificată este apoi introdusă în laminor. Fiecare set de role din moară aplică presiune, strângerea barei și reducerea diametrului acesteia.
Aceasta continuă prin mai multe seturi de role până când se atinge diametrul final dorit al tijei.
Reducerea diametrului de către role face ca lungimea tijei să crească corespunzător. Călirea prin muncă întărește tija de aluminiu în timpul acestui proces.
Prin combinarea acestor principii, linia transformă continuu aluminiul topit în rezistență ridicată, tije de aluminiu finisate la rate de producție ridicate.