





Линия по производству алюминиевых профилей с термическим разделением


Линия по производству алюминиевых профилей с термическим разделением
- Описание
- Расследование
Описание
Линия по производству алюминиевых профилей с термическим разделением
Линия по производству алюминиевых профилей с термическим разделением
Линия по производству алюминиевых профилей с термическим разделением применяется для производства алюминиевых профилей с термическим разделением., включая 4 наборы машин: накатная машина, машина для вставки / сборки лент, прокатный станок и тестер на сдвиг.
Почему терморазрыв алюминиевого профиля
Алюминиевый профиль с термическим разделением имеет следующие преимущества и широко используется в оконных и дверных проектах, а также в проектах навесных стен.
1 Замечательный эффект энергосбережения, экономия энергии может быть 30-40%
2 отличные звукоизоляционные характеристики, может снизить уровень шума на 30-50 дБ.
3 превосходная защита от обледенения и запотевания, окно может быть чистым и светлым
4 Высокая прочность, Показатели сопротивления ветра могут быть стандартом уровня No 1
5 Хорошие воздухонепроницаемые и водонепроницаемые характеристики, оба стандарта уровня №1
6 Принципы трехкамерной конструкции, конструкция с высокой стабильностью, отличные механические свойства.
7 Усовершенствованная технология подачи ленты, с разумной структурой, твердое сочетание, хорошие характеристики жесткости, эффект теплоизоляции лучше
8 Может быть анодирован, электрофорез, порошковое покрытие и покрытие из фторуглерода, богатые сорта, хорошее исполнение, идеальный эффект энергосбережения и звукоизоляции.
Линия по производству алюминиевых профилей с термическим разделением Функция машины
Накатная машина
Накатать выемку алюминиевого профиля, изготовление зубьев для вставки ленты в цельный алюминиевый профиль.
Шаг накатки очень важен, обеспечение механического состояния поверхности алюминиевых профилей, повышение прочности на сдвиг и обеспечение устойчивости алюминиевых профилей с тепловым барьером и длительного срока службы.
Машина для вставки / сборки полос
Основная работа - вставка термобарьерной полиамидной ленты в паз алюминиевого профиля., и две части алюминиевых профилей будут соединены полиамидной лентой.
Прокатная машина
Принятие управления сенсорным экраном ПЛК микрокомпьютера, прокатный станок для производства алюминиевых профилей с прокатными полосами, планки алюминиевых профилей будут заблокированы, и сборка будет завершена.
Тестер
Испытание силы сдвига алюминиевых профилей при термическом разрыве (длина 100мм) после прокатки и сборки, проверить, соответствует ли прочность стандарту и требуемому значению.
Особенности линии по производству алюминиевых профилей с термическим разделением
Высокая эффективность, энергосбережение, низкое потребление, и производительность одной машины была значительно улучшена по сравнению с текущим импортным оборудованием..
1. Накатка и установка полосы / сборочная машина могут быть на одном оборудовании., сохранить один процесс;
2. Специальная конструкция роликового колеса прокатного станка гарантирует, что два набора профилей надежно соединены друг с другом.;
3. Применяется самый точный датчик, и тест точен;
4. Используйте надежный двигатель, Преобразователь частоты, редуктор и другие стандартные компоненты;
5. Вспомогательная рама гибкая и регулируемая., и весь комплект оборудования отображается в цифровом виде;
6. Это идеальное оборудование для обработки высококачественных профилей термического разрыва..
В чем разница между подачей полосы и литьевым алюминиевым профилем с терморазрывом??
Разница в алюминиевом профиле с терморазрывом при подаче полосы и алюминиевом профиле с терморазрывом для впрыска
Технология инъекционной теплоизоляции зародилась в США., функция которого заключается в впрыскивании смеси, аналогичной сургучу, в алюминиевый профиль окон и дверей для теплоизоляции..
В процессе подачи полосы две части внутреннего алюминиевого экструзионного профиля и внешнего алюминиевого экструзионного профиля соединяются друг с другом, что предотвращает теплопроводность для достижения целей энергосбережения..
Процесс впрыска и процесс подачи полосы алюминиевого профиля отличаются легким весом., высокая сила, хорошая жесткость, герметичная гидро- и звукоизоляция, длительный срок использования, и т.д.
Это может значительно уменьшить теплообмен., иметь хорошие характеристики изоляции и получить энергосберегающую изоляцию и хорошие эффекты защиты окружающей среды, Какова тенденция развития энергосберегающих и экологически чистых алюминиевых профилей для строительства?.
Вот некоторые различия между алюминиевым профилем с терморазрывом для инжекции и алюминиевым профилем с терморазрывом для подачи ленты.:
1. Сравнение процесса впрыска и подачи полосы
Процесс впрыска означает линейное перемещение алюминиевого экструзионного профиля с обработанной поверхностью с помощью ходовой части..
Когда теплоизоляционная канавка алюминиевого профиля проходит мимо нижней части головки литьевой машины., жидкие изоляционные материалы будут затекать в теплоизоляционные канавки, после некоторого времени затвердевания, затем перерезать мост.
Процесс подачи полосы
Алюминиевый профиль с терморазрывом для подачи полосы имеет накатку, подача и прокатка полосы в три этапа.
накатка: накатать выемку алюминиевого профиля жесткой шестерней, изготовление зубьев в обоих алюминиевых профилях
Ленточная подача: подача ленты в алюминиевые профили, совместите внешние и внутренние алюминиевые профили для последующего процесса прокатки. Один комплект устройства подачи полос в порядке
Роллинг: Имеют направляющую и предварительный зажим, зажим и усиление (вертикальное и горизонтальное направления) процессы, Профилегибочная машина делает алюминиевые профили с термическим барьером проката, имеющая составную функцию.
Прокат является ключевым фактором в том, соответствует ли продукт стандартам., установка сигнализации высокого давления и сигнализации низкого давления.
2 Различные теплоизоляционные материалы
Теплоизоляционный материал процесса впрыска основан на полиуретановом изоляционном клее..
Для композиции, в целом, состоит из компонентов смолы и изоцианата.
Делится на отечественные и зарубежные..
Типичным иностранным материалом для инъекций является американский Azon., материал из США или Кореи.
Типичный отечественный инъекционный материал находится в Дали..
Теплоизоляционным материалом процесса подачи полосы является изолирующий барьер..
Теперь стандартная теплоизоляционная лента полиамид66. (широко известный как НЕЙЛОН66).
Чтобы получить внешний вид поверхности и точность, это общая черта зарубежной изоляционной ленты, изготовленной из нейлона PA66 и тонкого стекловолокна..
Так как в производстве используется сверхтонкое стекловолокно., поэтому прочность на растяжение составляет всего 60 Н/мм, а цена очень дорогая..
3. Производственное оборудование
Процесс впрыска — это одна технология, в которой машина и изоляционный клей неразрывны., поэтому поставщик оборудования и поставщик изоляционного клея одинаковы.
Типичное импортное оборудование - американский Azon., стоимость оборудования дороже.
Для отечественного оборудования, внесите основные изменения, основанные на той же функции, и стоимость будет более конкурентоспособной на рынке.
Оборудование для подачи полосы может быть импортным оборудованием и оборудованием отечественного производства., импортное оборудование из Германии или Швейцарии, машина отечественного производства может быть предложена многими производителями, и у клиентов есть много вариантов выбора.
Вся линия включает накатную машину, устройство подачи полосы, прокатная машина и тестер.
4 Термобарьерные алюминиевые экструзионные профили
Процесс инжекции термического разрыва алюминиевого профиля, так как он экструдирован один раз, минимум технологических дефектов, однократно ввести полиуретан в изоляционный паз алюминиевых профилей, и накатайте, чтобы сформировать полиуретановую изолирующую перемычку.
Так как полиуретан обладает высокой клейкостью, термомост и алюминиевые профили будут полностью целыми, поэтому алюминиевый профиль может получить высокую прочность.
Алюминиевый профиль с терморазрывом для подачи полосы, две части алюминиевых профилей экструзии, поместить изоляционную ленту в паз алюминиевых профилей, затем процесс прокатки.
Профиль должен быть накатан, подача и прокатка полосы и испытание.
После этого, весь процесс завершен, и алюминиевый профиль с терморазрывом, подающий полосу, широко используется в оконных и дверных проемах., проекты навесных стен.
5 Стоимость терморазрывного алюминиевого профиля
Так как цена алюминиевого профиля такая же, цена изоляционной ленты ПВХ и изоляционной ленты PA66 отличается, Инъекционный полиуретановый клей тоже отличается.
Таким образом, стоимость алюминиевого профиля с терморазрывом в процессе инжекции и алюминиевого профиля с терморазрывом при подаче ленты будет немного отличаться, и мы можем проанализировать стоимость на основе конкретных профилей..
Вот общие различия между подачей ленты и инжекционными алюминиевыми профилями с терморазрывом..
Как сделать термобарьер из алюминиевого профиля
Как сделать термобарьер из алюминиевого профиля
Вы можете задаться вопросом, как сделать алюминиевый профиль с термобарьером на экструзионном заводе..
Здесь мы покажем историю, стоящую за ним, и этапы создания этого блестящего продукта..
Как сделать термобарьер из алюминиевого профиля?
Все, что вам нужно, это алюминиевые профили, линия по производству алюминиевого профиля с терморазрывом и полиамидной ленты.
Здесь термобарьерный алюминиевый профиль представляет собой термоизоляционный профиль с ленточной подачей., неинъекционный термобарьер из алюминиевого профиля.
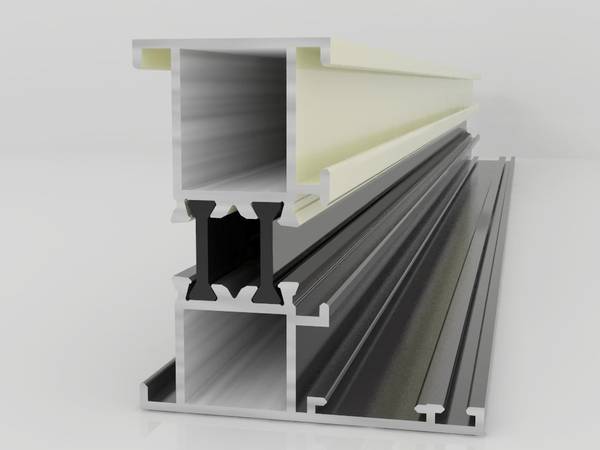
Что такое термобарьерный алюминиевый профиль?
Две части алюминиевых профилей соединены полиамидной лентой..
Алюминий очень легко переносит тепло или холод, его теплопроводность высокая.
Но теплопроводность полиамидной ленты очень низкая., а затем может блокировать передачу тепла или холода через алюминий.
Сырьем для полиамидных полос является нейлон и стекловолокно..
Машина для сборки алюминиевых профилей с терморазрывом
Машина для сборки алюминиевых профилей с терморазрывом используется для производства алюминиевых профилей с термобарьером., в том числе четыре комплекта машин: накатная машина, машина для вставки / сборки лент, прокатный станок и тестер на сдвиг.
Процесс производства алюминиевого профиля с термобарьером
Процесс производства термобарьерных алюминиевых профилей выглядит следующим образом.:
Загрузка алюминиевых профилей на рабочую платформу → наклеивание пленки → накатка → подача полосы → прокатка → или подача пенополиуретана в изоляционную камеру → упаковка
1 Первый процесс
Проверка качества поверхности и допусков на размеры алюминиевых профилей, внутренние и внешние алюминиевые профили могут быть анодированы или покрыты электростатическим порошковым покрытием, также может быть другого цвета.
Через соединение теплового моста, внутри и снаружи можно приобрести алюминиевые профили двух цветов для окон и дверей..
2 Второй процесс
Наклеить защитную пленку. Основная функция заключается в защите качества поверхности алюминиевого профиля при обработке и перемещении..
3 накатка
Это ключевой процесс, сделать две внутренние стенки из алюминиевых профилей прокатанными под зубчатые зубья.
Подайте полосу в канал зубьев алюминиевых профилей., соединить их вместе.
Глубина канала зубьев на внутреннем рынке не указывается.
Но в отраслевом стандарте для GB / T стандарт алюминиевого сплава с термическим разрывом, есть спецификация на прочность на растяжение и прочность на сдвиг.
4 Процессы подачи и прокатки полосы
Подача ленты заключается в подаче ленты EPDM в канал зубьев алюминиевого профиля..
Затем через прокатную машину, сделать алюминиевые экструзионные профили и этилен-пропилен-диеновый мономер или другие материалы, свернутые вместе
5 Испытание на сдвиг
Алюминиевый профиль с термобарьером должен соответствовать требованиям GB/T5237-2017., Алюминиевые профили с термобарьером также должны быть испытаны на обычную прочность на сдвиг, прочность на поперечное растяжение и комбинированную эластичность..
Брать (100±1)композитные теплоизоляционные алюминиевые профили длиной мм, храните его в течение двух дней в (23±2)℃ и влажность 45%~55%, и используйте тестер прочности на сдвиг, чтобы равномерно приложить усилие к алюминиевому профилю., скорость подачи 1~5мм/мин, записать приложенную нагрузку и соответствующую сдвиговую деформацию.
6 Упаковка
Его можно упаковать в полиэтиленовый пакет или обернуть бумагой..
Основная функция заключается в предотвращении повреждений и царапин при транспортировке и обработке..
Особенности машины для производства алюминиевого профиля с термобарьером Brightstar
Высокая эффективность, энергосбережение и низкое энергопотребление, высокая производительность
Накатка и подача ленты могут выполняться на одном станке..
Все оборудование может сделать две группы алюминиевых профилей экструзии, объединенных 2 комплекты накатных машин.
Специальная конструкция ролика профилегибочной машины может обеспечить стабильное сочетание 2 алюминиевые профили штук.
Использование самого точного датчика, тест точно
Использование надежного качественного двигателя, стандартные компоненты преобразователя частоты и редуктора
Гибкая и регулируемая вспомогательная рама, цифровой дисплей
Стабильное качество, надежная работа, простая операция, это идеальное оборудование для теплоизоляции алюминиевых профилей.
Как сделать термобарьер из алюминиевого профиля?
Следуйте нашим шагам, и это так просто!
Загрузка алюминиевых профилей на рабочую платформу → наклеивание пленки → накатка → подача полосы → прокатка → тестирование → упаковка.
Свяжитесь с нами сейчас, чтобы получить ни к чему не обязывающее предложение по производству алюминиевого профиля с терморазрывом!













